3D打印¶
3D打印种类¶
3D打印有几种不同的类型。FDM(熔融沉积建模)(也称熔融长丝制造)通过挤出熔融长丝来制造零件,这是最常见的类型,也是本指南的重点。SLA(立体光刻)和SLS(选择性激光烧结)都是3D打印塑料的选择,但它们通常更为复杂、昂贵,或者在FTC® 应用中存在其他缺点。出于这些原因,我们不推荐使用它们。
金属3D打印(SLS和其他)也越来越多,但不在本指南的范围内。
小技巧
考虑查看 FTC 文档中3D打印的部份 ,这是FTC范围内FDM 3D打印的完整指南,提供了有关3D打印的许多基本问题的答案,这些问题涉及:床层附着力、公差、3D打印设计、调整和硬件选择。
3D打印的优势¶
3D打印允许定制尺寸和完美优化;例如,团队可以打印最佳速度所需的精确直径的线轴,或者具有一定齿数的皮带轮。
3D打印允许团队轻松适应套件和单个零件,因为并非所有套件都具有可适应的支架或支架。团队3D打印的 麦克纳姆轮 孔适配器就是一个很好的例子。
3D打印允许团队制造由于加工限制而无法使用铝等材料制造的零件。
3D打印允许团队在电线和连接上有可定制的应变消除。这是一个伟大的项目,非常值得你花时间。
3D打印的缺点¶
如果你在比赛中没有3D打印的备件,那么你可能运气不好。建议团队至少打印一套3D打印的零件作为比赛的备件。
3D打印部件硬度通常比铝等其他材料弱。然而,正确方向的打印可能非常坚固——团队3D打印挂钩和其他部件来支撑他们的FRC®机器人(120磅)和FTC机器人(40磅)。
3D打印的零件只能以一个方向装载。也就是说,如果机器人悬挂在钩子上,唯一的载荷应该在钩子弯曲部分的底面上。尽量消除侧面载荷,以避免零件失效。
打印零件3D尺寸受打印床尺寸的限制。
大而厚的打印可能需要很长时间(一夜之间)才能打印出来,并且可能会有失败的风险。
3D打印最终可能会非常昂贵,尽管在亚马逊等在线供应商那里可以找到价格合理的灯丝。
普通长丝¶
对于几乎所有需要3D打印FTC的零件,PLA(或PLA+、Pro等)和/或PETG将满足强度、耐用性和美观性的所有需求。这两种灯丝类型是迄今为止最容易打印的,并且被许多制造商以合理的价格出售。这里的大多数其他灯丝都提供了非常具体的优势(如TPU),这些优势是以付出努力、时间和金钱为代价的。
危险
如果你的打印机热端(熔化灯丝的部分)有PTFE(特氟龙)衬里,其中PTFE管一直延伸到热块(常见于价格较低的打印机,如Ender 3及其变体),那么你不应该在250°C或更高温度下打印。这样做会导致PTFE管降解和熔化,释放有毒气体。如果你需要在这些温度下打印,并且你有PTFE衬里的热端,你可以考虑升级到全金属热端。
PLA(聚乳酸)¶
最常见的3D打印灯丝是聚乳酸或聚乳酸。它是一种由玉米淀粉和甘蔗等生物来源制成的塑料。聚乳酸比其他灯丝更硬,但更脆,打印时往往几乎没有翘曲。聚乳酸非常适合大多数机器人部件,但它可能不能很好地承受冲击载荷(对部件的冲击),因此这些部件应该相应地设计。
聚乳酸热端温度范围为 190 摄氏度-230 摄氏度
聚乳酸床的温度范围为 20 -60摄氏度,但聚乳酸并不严格需要加热床。
小技巧
由于PLA的熔点相对较低,不建议将PLA零件留在热车等位置,因为这会在这些零件中产生严重的翘曲。
不同制造商销售的聚乳酸有许多变体,如聚乳酸+或聚乳酸专业。这些长丝中含有各种添加剂,以提高强度、打印性和其他性能。虽然更昂贵,但这些产品可以大大提高聚乳酸的性能并弥补其弱点。
PETG (聚对苯二甲酸乙二醇酯)¶
PETG可以被描述为PLA的强度升级。它并不难打印,但通常有明显更多的穿线和其他次要工件。虽然从技术上讲,它的拉伸强度低于PLA,但通过轻微的弯曲,它的脆性要小得多,承受冲击的能力也更好。对于需要抗冲击的FTC部件来说,它是一个很好的选择,而PLA是不够的。它更高的耐温性也意味着它不会在高温环境中变形,比如在热车中。
警告
PETG以粘合非常好而闻名于打印床,尤其是玻璃和PEI,并且以从床上撕下大块而闻名。在打印之前添加一些胶棒或发胶是个好主意。
PETG 热端温度范围为 230°-260° C
PETG 料床温度范围为60摄氏度到80摄氏度
较少常见的长丝¶
这些细丝比上面列出的少用,但是仍然可以在FTC机器人上找到很多用例。这些通常是由于特定的材料特性而使用的,如柔韧性或耐用性。然而,这些通常会出现很大的打印障碍,阻止一些打印机开箱打印,有时还会贵得多。
ABS(丙烯腈丁二烯苯乙烯)¶
在聚乳酸商业化之前,ABS曾是打印的标准长丝。你可能曾经在LEGO® 零件中使用过ABS。它可以承受高负荷,而且韧性很好。但这是以打印困难为代价的,通常需要一个外壳来提高环境温度,防止部件严重变形。与PLA相比,PETG更容易提高强度,因此ABS零件在FTC中并不常见。但ABS的价格相当实惠,与PLA的售价相同。
ABS 热端温度范围为 230到250摄氏度
ABS 床温范围为 100-120摄氏度
强烈推荐外壳以防止翘曲
由于打印ABS的困难和局限性,人们可能会考虑ASA等替代品,它们具有更好的打印性能。
TPU/TPE(热塑性聚氨酯/热塑性弹性体)¶
TPU和TPE都是常见的打印长丝,因其柔性材料特性而被广泛使用。这使得人们可以制造出易于弯曲和弯曲的打印零件。在许多不同的硬度下销售(一种材料hardness/flexibility的肖氏硬度等级的衡量标准),TPU/TPE的高抗冲击性和层粘附性使其不仅是一种多功能长丝,而且是一种极其耐用的长丝。在FTC,团队使用TPU/TPE来代替管子,以及用于低负载应用的定制皮带。
小技巧
由于其灵活性,使用Bowden管挤出系统的打印机,其中挤出机电机不放置在端部,将发现打印TPU/TPE极其困难。
TPU/TPE 热端温度范围为 210 摄氏度-250 摄氏度
热塑性聚氨酯/热塑性弹性体通常不需要加热床,但如果使用加热床,则温度不应超过 60 摄氏度,因为这会使热塑性聚氨酯与打印床熔化。
TPU/TPE有从空气中吸收大量水分的趋势,因此可能需要在打印前或打印期间干燥。
强烈推荐直接驱动挤出机
进口打印材料¶
FTC很少需要这些长丝。它们为需要承受高强度和恶劣环境的零件提供了非常好的材料性能。它们都比上面列出的任何一种长丝贵得多,并为打印带来了许多挑战。
尼龙¶
尼龙丝可以是玻璃填充的,碳纤维填充的,也可以是纯的。在许多情况下,尼龙是抗冲击性之王,在这些情况下,零件可以弯曲而不是完全断裂。偶尔,尼龙用于传动系统上的轮罩等零件,以及会反复撞击和撞击的地方。尼龙需要非常高的温度,通常需要外壳,并且在打印前(和打印时)必须绝对干燥。
尼龙热端温度范围为 240-260摄氏度
尼龙床温度范围为 55-80摄氏度
尼龙因吸收空气中的水分而臭名昭著,在打印前和打印过程中应该彻底干燥。不这样做可能会导致几乎无法使用的部分。
建议的附件
碳纤维填充¶
许多长丝也在销售时添加了小块碳纤维混合到长丝本身中。虽然这些长丝通常被认为是一种极端的强度改进,但它们实际上更坚硬,有助于提高尼龙等长丝的打印性。碳纤维填充长丝通常需要更高的温度和硬化的钢喷嘴,但是如果你能打印这些长丝的纯变体,你应该能够打印它们的碳纤维填充长丝。
聚碳酸酯(PC)¶
聚碳酸酯及其变体是非常非常坚固的技术材料。PC在它非常刚性的能力上大放异彩,并且能够非常好地处理冲击载荷。PC还需要干燥,拥有能够承受非常高温度的打印机和外壳。这是一种非常具有挑战性的打印材料,而且通常非常昂贵。FTC几乎没有理由需要打印聚碳酸酯部件,因为没有需要其强度的用例。
有几种PC混合物更容易打印,一个突出的例子是PolyMaker PolyMaxPC。这是一种更容易打印、温度更低的PC,保留了纯PC的许多优点。PolyLite不太耐冲击,但便宜得多。两者都比纯PC更容易打印。
PC 热端温度范围为 250-320 摄氏度
PC 床温度范围为 80-140摄氏度
所需附件
灯丝必须保持干燥
高端进口打印材料¶
还有一些材料可以带来非常高端的优势,并推动 3D 打印技术的发展,但如果你对自己的打印技术没有 足够 信心,就不应该打印这些材料,而且它们在 FTC 中基本上没有用处。这些材料包括但不限于Delrin(聚甲醛均聚物缩醛)、PEI(聚醚酰亚胺,品牌名ULTEM)、PEEK(聚醚醚酮)和PEKK(聚醚酮酮)。这些材料极难打印,所需的温度高得离谱(有些甚至达到硬化钢喷嘴开始熔化的程度),而且价格极其昂贵。
3D打印设计指南¶
这里有一个关于设计3D打印零件的快速指南,我们希望对可能不熟悉3D零件的团队有所帮助。
设计3D打印部件时首先考虑的是打印方向,这是指与打印床接触的一侧,优选地,该部件应具有平底,以最大限度地与打印床接触。
小技巧
最大限度地与打印床接触将确保零件不会从打印床脱层或翘曲,并提高打印质量。
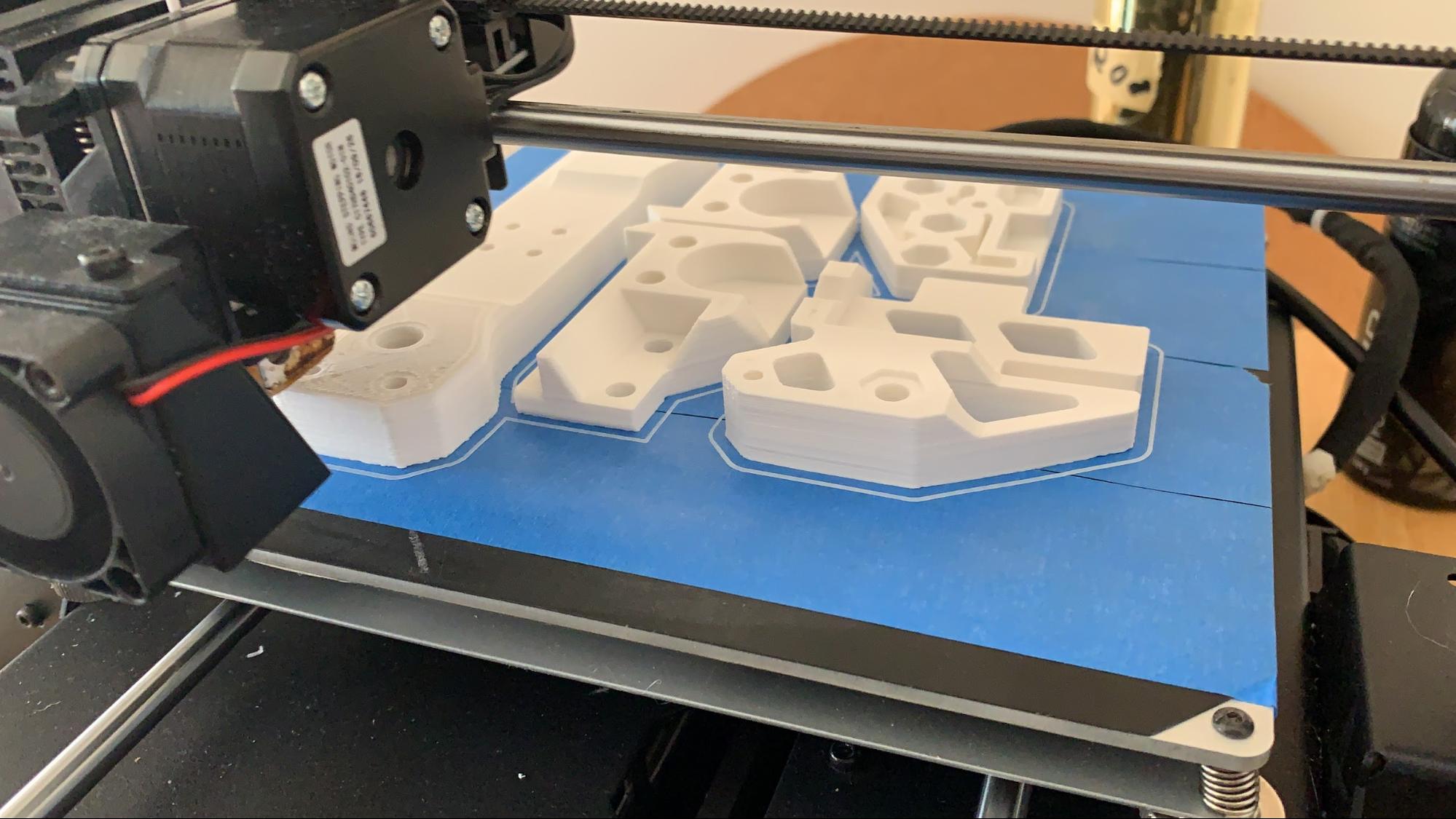
如果零件不可能有平坦的一面可以打印,一个简单的解决方案是沿着平面将零件分成多个部分。例如,下面的变速箱板没有平坦的一面可以打印,所以它被分成两半。这个零件后来被夹在许多螺丝和塑料胶水中。如果这个板是作为一个零件打印的,而不是分成两半,就必须使用支架来制造所有必要的孔。不使用支撑材料的零件可以确保浪费最少的塑料。

小技巧
不要在零件底面第一层的周边倒角或倒圆任何东西。倒角或倒圆会增加零件翘曲的机会,尤其是在未加热的印版上。
牵伸角¶
拔模角是指部件侧面与打印板法向量之间的悬垂角度。最大拔模角是指打印机在不使用支撑材料的情况下可以打印的最大角度,取决于打印机、打印设置(主要是速度、温度和冷却)以及长丝类型。在尝试减少支撑材料时,要考虑每个悬伸角度,并确保其在最大牵伸角度范围内。保持在最大拔模角范围内也会降低部件翘曲的几率。
应力矢量¶
也许最重要的考虑因素是应力矢量。3D打印零件在两个轴上天生更强,在一个轴上更弱。较弱的轴来自定义FDM3D打印的分层动作。一个常见的解决方法是简单地将打印温度提高到一定的限度,直到它开始降低打印质量,但是较弱的轴可以通过再次分成多个部分来解决。要理解的一点是尝试通过优化零件在打印平面上的部分来提高强度。例如,下面的组件负责悬挂整个机器人,因此它必须是3D打印零件的最大强度。
小技巧
将一个零件分成多个零件来增加强度似乎违反直觉,但这背后有一个逻辑。
该零件可以很容易地作为单个零件打印,但当向上施加应力时,它会相当弱。拆分零件并创建新的平坦表面来打印将加强每个轴。如果一个小零件发生故障,机器人可能仍然能够发挥一定的作用。这比整个零件一次发生故障要好。在这个例子中,侧件作为单独的零件打印在互补轴上,以加强组件。
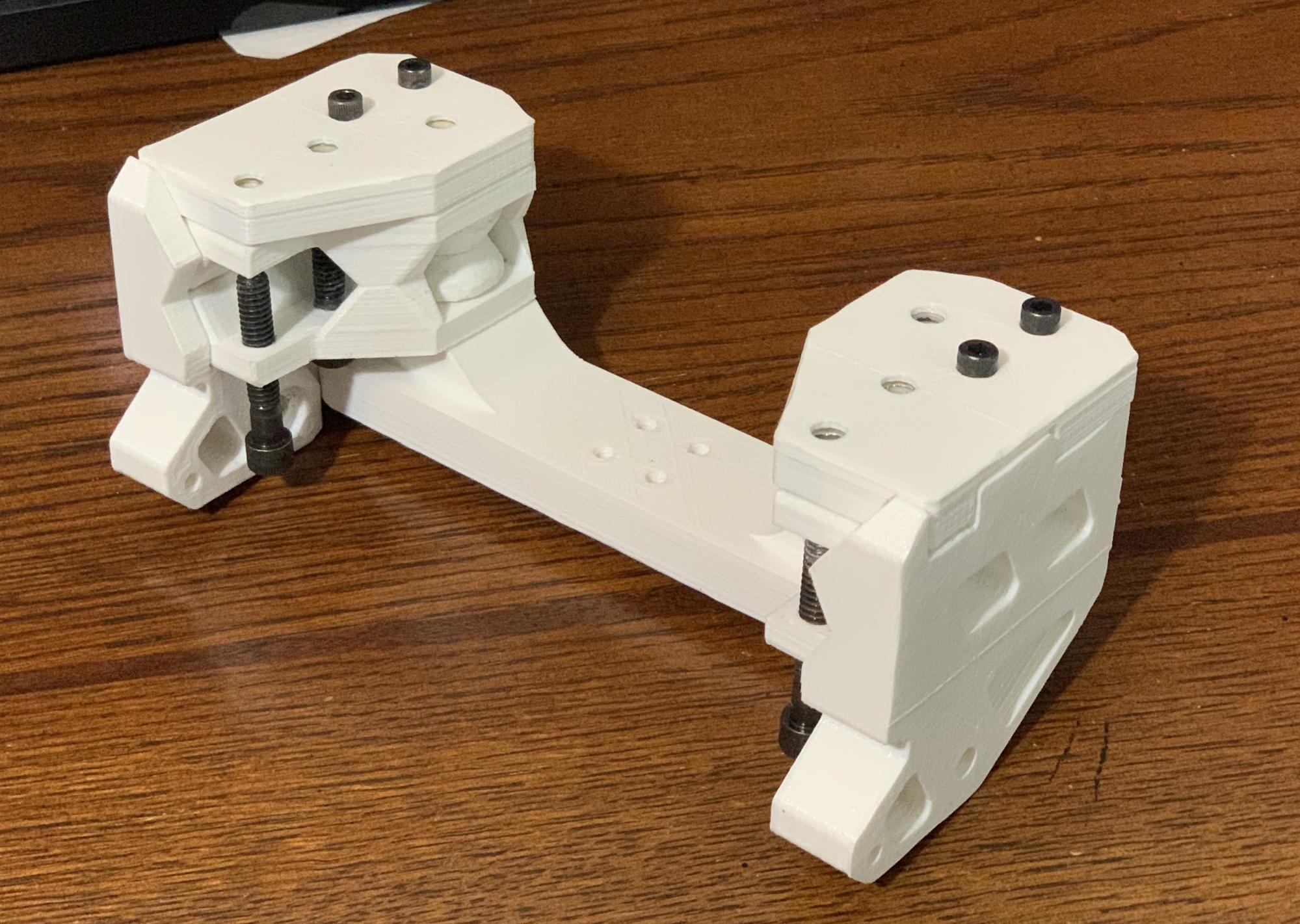
这个装配是一个很好的例子,说明在设计的每个部分都要考虑零件的方向、拔模角和应力矢量。只需以正确的方式进行拆分,就能使复杂的零件在没有任何支撑的情况下变得坚固。